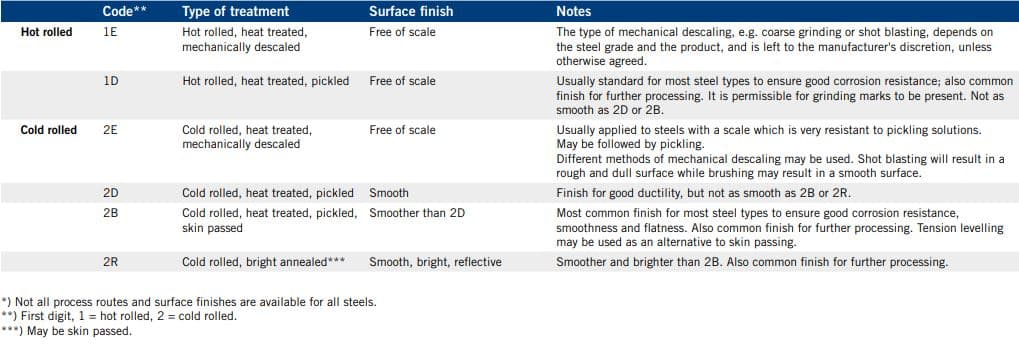

Tubes and pipes can be manufactured from strip or plate with different types of surface finishes which in addition can be influenced within one pre-material type also by thickness and grade. The surface of the pre-material significantly influences the surface roughness of the final tube (given no further surface treatment like grinding / polishing / brushing etc). The surface finish is defined according to EN 10028-7:2016 (E) in table 1.
By experience we know approximately what surface roughness the coil material has before we start forming the coil into a tube that is fusion welded. The welding method and amount of bead working decides the roughness of the weld.
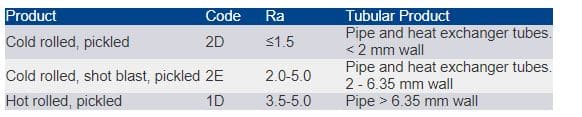
Process pipes with wall thicknesses less than 2 mm are normally produced from cold rolled strip. The surface condition on the coil material these tubes are produced from is mainly 2D or 2E (brushed), depending on the grade, and have Ra-values of around 1.5.
Process pipes with wall thicknesses 2-6 mm are produced from cold rolled strip descaled with shot blasting and then pickled (2E). These tubes have Ra-values between 2.0-5.0.
Process pipes with wall thickness above 6 mm are produced from hot rolled plate that has a Ra roughness around 5.
Table 2- Surface roughness of strip, sheet and plate materials used for tubes and pipes
Note that even if the Ra-value is the most common way to describe the roughness it is not always the most accurate. For example, a ground surface with an Ra-value of 0.8 does not look as shiny as an electro polished surface with Ra-value 0.8.
OSTP – A specialist in welded stainless steel tubular products. We produce welded tubes and pipes, butt welded fittings and process equipment for pressure corrosion application. Our customer’s needs are always at the center of our actions, decisions and developments.
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. |
